
jueves, 14 de julio de 2016
miércoles, 13 de julio de 2016
PROTECTORES DE OJOS Y CARA - Bandas de espectro amplio.
. Durante las operaciones de soldadura y corte y en los hornos se emiten radiaciones en las bandas ultravio- leta, visible e infrarroja del espectro, todas ellas potencialmente nocivas para los ojos. Pueden usarse protectores tipo gafas o gafas de montura integral, como los ilustrados en las Figuras 31.1 y 31.2 y protectores de soldadura, como los que se muestran en la Figura 31.4. En trabajos de soldadura suelen emplearse protectores de casco y de sujeción manual, a veces combinados con gafas o gafas de montura integral. Hay que señalar que también debe usar protección el ayudante del soldador.
Los valores y tolerancias de transmitancia de distintos tipos de filtros y placas filtrantes de protección ocular frente a luz de intensidad elevada se recogen en la Tabla 31.1. Las Tablas 31.2 a 31.6 ofrecen una guía para elegir el filtro adecuado en función del grado de protección.
Constituye una novedad el uso de placas filtrantes fabricadas con superficies de cristal soldadas que se oscurecen y aumentan la capacidad de protección en cuanto se enciende el arco de soldadura. Este oscurecimiento es casi instantáneo, y en algunos tipos se produce en tan sólo 0,1 ms. La buena visibilidad que propor- cionan las placas cuando no se está soldando puede favorecer su uso.
Los valores y tolerancias de transmitancia de distintos tipos de filtros y placas filtrantes de protección ocular frente a luz de intensidad elevada se recogen en la Tabla 31.1. Las Tablas 31.2 a 31.6 ofrecen una guía para elegir el filtro adecuado en función del grado de protección.
Constituye una novedad el uso de placas filtrantes fabricadas con superficies de cristal soldadas que se oscurecen y aumentan la capacidad de protección en cuanto se enciende el arco de soldadura. Este oscurecimiento es casi instantáneo, y en algunos tipos se produce en tan sólo 0,1 ms. La buena visibilidad que propor- cionan las placas cuando no se está soldando puede favorecer su uso.
martes, 12 de julio de 2016
PROTECTORES DE OJOS Y CARA - Soldadura.
Operarios, soldadores y ayudantes deben llevar gafas de montura integral, cascos o pantallas que proporcionen la máxima protección ocular en cada tipo de trabajo de solda- dura y corte. No sólo es necesario protegerse eficazmente frente a la luz y la radiación intensas, sino también frente a los impactos en el rostro, la cabeza y el cuello. Los protectores de plástico o nylon reforzados con fibra de vidrio son eficaces, pero bastante caros. Como material protector se emplean mucho las fibras vulcanizadas. Como se ilustra en la Figura 31.4, para proteger los ojos y la cara al mismo tiempo se usan protectores de tipo casco y de sujeción manual. A continuación se describen los filtros que deben utilizarse en las distintas operaciones de soldadura y corte.


lunes, 11 de julio de 2016

domingo, 10 de julio de 2016

sábado, 9 de julio de 2016
La práctica de la higiene industrial - Prevención y control de riesgos (IV)
Por último, la exposición profesional puede evitarse o redu- cirse colocando una barrera protectora ante el trabajador, en el punto crítico de entrada del agente peligroso (boca, nariz, piel, oídos), es decir, mediante el uso de instrumentos de protección personal. No obstante, antes de recurrir a este tipo de equipo, deben estudiarse todas las demás posibilidades de control, ya que constituye el medio menos satisfactorio para el control ruti- nario de la exposición, especialmente a contaminantes atmosféricos.
Otras medidas preventivas personales son la educación y la formación, la higiene personal y la limitación de la duración de la exposición.
Las evaluaciones continuas mediante controles ambientales y vigilancia médica deben formar parte de toda estrategia de control y prevención de riesgos.
Una tecnología adecuada para controlar el medio ambiente de trabajo debe incluir, asimismo, medidas para prevenir la contaminación ambiental (aire, agua, suelo), entre ellas un trata- miento adecuado de los residuos peligrosos.
Aunque la mayoría de las medidas de control que se mencionan aquí se refieren a los contaminantes atmosféricos, muchas pueden aplicarse también a otros tipos de riesgos. Por ejemplo, un proceso puede modificarse para que produzca menos contaminantes atmosféricos, menos ruido o menos calor. Una barrera de aislamiento puede separar a los trabajadores de una fuente de ruido, calor o radiación.
Otras medidas preventivas personales son la educación y la formación, la higiene personal y la limitación de la duración de la exposición.
Las evaluaciones continuas mediante controles ambientales y vigilancia médica deben formar parte de toda estrategia de control y prevención de riesgos.
Una tecnología adecuada para controlar el medio ambiente de trabajo debe incluir, asimismo, medidas para prevenir la contaminación ambiental (aire, agua, suelo), entre ellas un trata- miento adecuado de los residuos peligrosos.
Aunque la mayoría de las medidas de control que se mencionan aquí se refieren a los contaminantes atmosféricos, muchas pueden aplicarse también a otros tipos de riesgos. Por ejemplo, un proceso puede modificarse para que produzca menos contaminantes atmosféricos, menos ruido o menos calor. Una barrera de aislamiento puede separar a los trabajadores de una fuente de ruido, calor o radiación.
viernes, 8 de julio de 2016
La práctica de la higiene industrial - Prevención y control de riesgos (III)
Cuando no se puede modificar la fuente, o cuando esta modi- ficación no es suficiente para alcanzar el nivel deseado de control, deben prevenirse la emisión y la difusión de agentes peligrosos en el medio ambiente de trabajo interrumpiendo sus vías de transmisión, con medidas de aislamiento (p. ej., sistemas cerrados, recintos), ventilación localizada, instalación de barreras y defensas o aislamiento de los trabajadores.
Otras medidas que ayudan a reducir las exposiciones en el medio ambiente de trabajo son un diseño adecuado del lugar de trabajo, la ventilación por dilución o desplazamiento, una buena limpieza y un almacenamiento adecuado. La colocación de etiquetas y señales de advertencia puede ayudar a los trabaja- dores a aplicar unos métodos seguros de trabajo. Un programa de control puede requerir también sistemas de vigilancia y de alarma, como son los detectores de monóxido de carbono alre- dedor de los hornos, de sulfuro de hidrógeno en las plantas de depuración de aguas residuales y de falta de oxígeno en recintos cerrados.
Las prácticas de trabajo constituyen una parte importante del control; por ejemplo, en relación con trabajos en los que la postura del trabajador puede influir en la exposición, según se incline más o menos. La postura del trabajador puede afectar a las condiciones de exposición (p. ej., zona de respiración con relación a la fuente contaminante, posibilidad de absorción por la piel).
Otras medidas que ayudan a reducir las exposiciones en el medio ambiente de trabajo son un diseño adecuado del lugar de trabajo, la ventilación por dilución o desplazamiento, una buena limpieza y un almacenamiento adecuado. La colocación de etiquetas y señales de advertencia puede ayudar a los trabaja- dores a aplicar unos métodos seguros de trabajo. Un programa de control puede requerir también sistemas de vigilancia y de alarma, como son los detectores de monóxido de carbono alre- dedor de los hornos, de sulfuro de hidrógeno en las plantas de depuración de aguas residuales y de falta de oxígeno en recintos cerrados.
Las prácticas de trabajo constituyen una parte importante del control; por ejemplo, en relación con trabajos en los que la postura del trabajador puede influir en la exposición, según se incline más o menos. La postura del trabajador puede afectar a las condiciones de exposición (p. ej., zona de respiración con relación a la fuente contaminante, posibilidad de absorción por la piel).
jueves, 7 de julio de 2016
La práctica de la higiene industrial - Prevención y control de riesgos (II)
El enfoque más eficiente para prevenir riesgos consiste en introducir controles técnicos que eviten las exposiciones profe- sionales actuando en el medio ambiente de trabajo y, en conse- cuencia, reduciendo la necesidad de que los trabajadores o las personas que pueden verse expuestas tengan que poner algo de su parte. Las medidas técnicas suelen exigir la modificación de algunos procesos o estructuras mecánicas. Su finalidad es eliminar o reducir el uso, la generación o la emisión de agentes peligrosos en la fuente o, cuando no se pueda eliminar la fuente, prevenir o reducir la propagación de agentes peligrosos en el medio ambiente de trabajo:
• encerrándolo;
• eliminándolos en el momento en que salen de la fuente;
• interfiriendo en su propagación;
• reduciendo su concentración o intensidad.
Las mejores intervenciones de control son las que consisten en alguna modificación de la fuente, ya que permiten eliminar el agente peligroso o reducir su concentración o intensidad. La fuente puede reducirse con medidas como la sustitución de materiales, la sustitución o la modificación de procesos o equipos y la mejora del mantenimiento de los equipos.
• encerrándolo;
• eliminándolos en el momento en que salen de la fuente;
• interfiriendo en su propagación;
• reduciendo su concentración o intensidad.
Las mejores intervenciones de control son las que consisten en alguna modificación de la fuente, ya que permiten eliminar el agente peligroso o reducir su concentración o intensidad. La fuente puede reducirse con medidas como la sustitución de materiales, la sustitución o la modificación de procesos o equipos y la mejora del mantenimiento de los equipos.
miércoles, 6 de julio de 2016
La práctica de la higiene industrial - Prevención y control de riesgos (I)
El principal objetivo de la higiene industrial es la aplicación de medidas adecuadas para prevenir y controlar los riesgos en el medio ambiente de trabajo. Las normas y reglamentos, si no se aplican, carecen de utilidad para proteger la salud de los trabaja- dores, y su aplicación efectiva suele exigir la implantación de estrategias tanto de vigilancia como de control. La ausencia de unas normas obligatorias por ley no debe ser obstáculo para la aplicación de las medidas necesarias a fin de prevenir exposi- ciones nocivas o de controlarlas para que se mantengan al nivel mínimo posible. Cuando es evidente que existen riesgos graves, deben introducirse controles incluso antes de realizar evalua- ciones cuantitativas. En algunas ocasiones, puede ser necesario sustituir el concepto clásico de “identificación-evaluación-con- trol” por el de “identificación-control-evaluación”, o incluso por el de “identificación-control”, si no existen recursos para evaluar los riesgos. Ejemplos de riesgos que, obviamente, obligan a adoptar medidas sin necesidad de realizar un muestreo ambiental previo son la galvanoplastia realizada en una sala pequeña y poco ventilada, o la utilización de un martillo perforador o un equipo de limpieza por chorro de arena sin controles ambientales ni equipo de protección. Cuando se identifica este tipo de peligros para la salud, la necesidad inmediata es el control, y no la evaluación cuantitativa.
Las medidas preventivas deben interrumpir de alguna manera la cadena por la cual el agente peligroso sustancia química, polvo, fuente de energía se transmite de la fuente al traba- jador. Las medidas de control pueden clasificarse en tres grandes grupos: controles técnicos, prácticas de trabajo y medidas personales.
Las medidas preventivas deben interrumpir de alguna manera la cadena por la cual el agente peligroso sustancia química, polvo, fuente de energía se transmite de la fuente al traba- jador. Las medidas de control pueden clasificarse en tres grandes grupos: controles técnicos, prácticas de trabajo y medidas personales.
martes, 5 de julio de 2016
La práctica de la higiene industrial - Mediciones de control (II)
Los instrumentos de lectura directa son extremadamente útiles para fines de control, especialmente los que permiten realizar un muestreo continuo y reflejan lo que sucede en tiempo real, detectando situaciones de exposición en las que de lo contrario no se repararía y que deben ser controladas. Ejemplos de este tipo de instrumentos son los detectores de fotoionización, los analizadores de infrarrojos, los medidores de aerosoles y los tubos indicadores. Cuando se realiza un muestreo para conocer el comportamiento de los contaminantes desde la fuente hasta el medio ambiente de trabajo, la exactitud y la precisión no son tan decisivas como lo son al evaluar la exposición.
Uno de los avances recientes en este tipo de mediciones para fines de control son las técnicas de visualización, como la Picture Mix Exposure (PIMEX) (Rosen 1993). Este método combina una imagen de vídeo del trabajador con una escala que indica las concentraciones de contaminantes atmosféricos, medidas continuamente en la zona de respiración con un instrumento de control en tiempo real, lo cual permite observar cómo varían las concentraciones mientras se realiza el trabajo. Este método constituye una herramienta excelente para comparar la eficacia relativa de diferentes medidas de control, como ventilación y métodos de trabajo, lo cual contribuye a mejorar su diseño.
Las mediciones son también necesarias para evaluar la eficiencia de las medidas de control. En este caso, conviene tomar muestras ambientales de la fuente o del área, por sepa- rado o junto con las muestras personales, para evaluar la exposi- ción de los trabajadores. Con objeto de garantizar la validez de este procedimiento, el lugar considerado “antes” y “después” de tomar las muestras (o mediciones), así como las técnicas utili- zadas, deben ser iguales o equivalentes en sensibilidad, exactitud
y precisión.
lunes, 4 de julio de 2016

domingo, 3 de julio de 2016
Algunas características de los análisis del trabajo - ¿La tarea o la actividad? - La tarea (III)
Otros enfoques han analizado los procesos cognitivos asociados con determinadas tareas, estableciendo hipótesis rela- cionadas con el proceso de la información necesario para llevarlas a cabo. Un modelo cognitivo de este tipo, frecuente- mente empleado, es el de Rasmussen (1986) que establece, según la naturaleza de la tarea y lo familiar que ésta resulte para el sujeto, tres niveles posibles de actividad basados en los hábitos y reflejos adquiridos gracias a la habilidad, en procedimientos adquiridos mediante normas, o en procedimientos basados en el conocimiento. Pero también se siguen utilizando otros modelos o teorías que alcanzaron su nivel máximo de popularidad durante el decenio de 1970. Por ejemplo, la teoría del control óptimo, que considera al hombre como controlador de las discrepancias entre los objetivos asignados y los objetivos observados, sigue aplicándose ocasionalmente a los procesos cognitivos. También la elaboración de modelos mediante la conexión de tareas rela- cionadas entre sí y las gráficas de flujo continúan inspirando a los autores de análisis de tareas cognitivas. La Figura 29.3 ofrece una descripción simplificada de las secuencias conductuales en una tarea de control de energía y establece una hipótesis sobre determinadas operaciones mentales. Todos estos intentos reflejan la preocupación de los investigadores por aunar en la misma descripción los elementos del contexto, la tarea propiamente dicha y los procesos cognitivos subyacentes, además de reflejar el carácter dinámico del trabajo.
sábado, 2 de julio de 2016
Algunas características de los análisis del trabajo - ¿La tarea o la actividad? - La tarea (II)
A continuación están aquellos instrumentos que requieren una mayor habilidad por parte del investigador, ya que los elementos de análisis no están predeterminados y es el investi- gador quien tiene que caracterizarlos. A este grupo pertenece la ya desfasada técnica del incidente crítico de Flanagan (1954), en la que el observador describe una función por referencia a sus dificultades e identifica los incidentes a los que el individuo tendrá que enfrentarse.
Esta es también la trayectoria adoptada por el análisis de la tarea cognitiva (Roth y Woods 1988). Esta técnica pretende sacar a la luz los requisitos cognitivos de un trabajo. Una manera de realizarlo es desglosando el trabajo en objetivos, exigencias y medios. La Figura 29.2 muestra cómo la tarea de un anestesista, caracterizada en primer lugar por el objetivo muy global de la supervivencia del paciente, puede subdividirse en una serie de objetivos secundarios, que pueden a su vez clasi- ficarse en acciones y medios que serán empleados. Fueron nece- sarias más de cien horas de observación en el entorno operativo y entrevistas posteriores con anestesistas, para obtener este “retrato” sinóptico de los requisitos de la función. Esta técnica, aunque muy laboriosa, resulta útil para determinar si todos los objetivos de una tarea están dotados de los medios necesarios para conseguirlos. Además, permite comprender la complejidad de una tarea (sus dificultades específicas y sus objetivos conflic- tivos, por ejemplo) y facilita la interpretación de determinados errores humanos. Pero adolece, al igual que otros métodos, de la ausencia de un lenguaje descriptivo (Grant y Mayes 1991). Además, no permite formular hipótesis en relación con la naturaleza de los procesos cognitivos que entran en juego para obtener los objetivos en cuestión.
Esta es también la trayectoria adoptada por el análisis de la tarea cognitiva (Roth y Woods 1988). Esta técnica pretende sacar a la luz los requisitos cognitivos de un trabajo. Una manera de realizarlo es desglosando el trabajo en objetivos, exigencias y medios. La Figura 29.2 muestra cómo la tarea de un anestesista, caracterizada en primer lugar por el objetivo muy global de la supervivencia del paciente, puede subdividirse en una serie de objetivos secundarios, que pueden a su vez clasi- ficarse en acciones y medios que serán empleados. Fueron nece- sarias más de cien horas de observación en el entorno operativo y entrevistas posteriores con anestesistas, para obtener este “retrato” sinóptico de los requisitos de la función. Esta técnica, aunque muy laboriosa, resulta útil para determinar si todos los objetivos de una tarea están dotados de los medios necesarios para conseguirlos. Además, permite comprender la complejidad de una tarea (sus dificultades específicas y sus objetivos conflic- tivos, por ejemplo) y facilita la interpretación de determinados errores humanos. Pero adolece, al igual que otros métodos, de la ausencia de un lenguaje descriptivo (Grant y Mayes 1991). Además, no permite formular hipótesis en relación con la naturaleza de los procesos cognitivos que entran en juego para obtener los objetivos en cuestión.

viernes, 1 de julio de 2016
Algunas características de los análisis del trabajo - ¿La tarea o la actividad? - La tarea (I)
La tarea se define por sus objetivos, sus exigencias y los medios necesarios para realizarla con éxito. Una función que se desem- peña en el seno de una empresa suele estar representada por una serie de tareas. La tarea realizada se diferencia de la tarea enco- mendada, programada por la firma por diversas razones: las estrategias de los operadores varían en y entre los individuos, el entorno fluctúa y los acontecimientos que se producen al azar requieren respuestas que suelen estar fuera de la estructura del trabajo programado. Por último, la tarea no siempre se programa con un conocimiento adecuado de sus condiciones de ejecución. De ahí que sean necesarias adaptaciones en tiempo real. Pero incluso si la tarea se actualiza durante la actividad hasta el punto de ser modificada, sigue siendo el punto de referencia central.
Los cuestionarios, inventarios y taxonomías de las tareas son abundantes, sobre todo en las publicaciones anglosajonas: el lector puede encontrar excelentes revisiones en Fleishman y Quaintance (1984) y en Greuter y Algera (1987). Algunos de estos instrumentos no son más que meras listas de elementos, (por ejemplo, los verbos de acción para ilustrar las tareas) que se van comprobando de acuerdo a la función estudiada. Otros han adoptado un principio jerárquico, caracterizando una tarea como una serie de elementos relacionados entre sí, ordenados de lo general a lo particular. Estos métodos están normalizados y pueden aplicarse a un gran número de funciones; son sencillos de utilizar y reducen significativamente la fase analítica. Pero cuando se trata de definir un trabajo específico, son demasiado estáticos y generales para resultar útiles.
jueves, 30 de junio de 2016
Algunas características de los análisis del trabajo - La descripción de los factores relevantes en función de la actividad
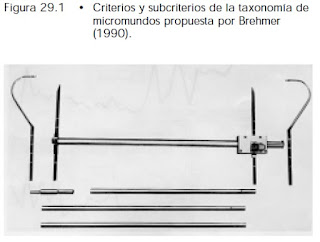
La taxonomía de los sistemas complejos descritos por Rasmussen, Pejtersen y Schmidts (1990) representa uno de los intentos más ambiciosos de abarcar al mismo tiempo el contexto y su influencia sobre el operador. La idea básica es integrar sistemáticamente los distintos elementos que los componen y sacar a relucir los grados de libertad o las limitaciones con las que pueden desarrollarse las estrategias individuales. Su ambicioso objetivo la convierte en algo difícil de manejar, pero el uso de diversas formas de representación, entre ellas los gráficos, para ilustrar las limitaciones, tiene un valor heurístico que segura- mente resultará atractivo a muchos lectores. Hay otros enfoques con un objetivo más definido. Lo que buscan los autores es una selección de aquellos factores que pueden influir sobre una acti- vidad determinada. Por ello Brehmer, interesado en el control de procesos en un entorno cambiante, propone una serie de características temporales propias del contexto que afectan al control y a la anticipación del operador (véase Figura 29.1). La tipología de este autor se ha desarrollado a partir de “micromundos”, simula- ciones por ordenador de situaciones dinámicas, pero el propio autor, como otros posteriormente, lo utilizó para la industria de procesos continuos (Van Daele 1992). En algunas actividades, la influencia del entorno es bien conocida y la selección de los factores no resulta demasiado difícil. Así, si nos interesa la frecuencia cardíaca en el entorno laboral, generalmente nos limitaremos a describir la temperatura del aire, los esfuerzos físicos que imponen la tarea o la edad y el entrenamiento del sujeto, incluso aunque sepamos que procediendo así estamos excluyendo factores importantes. Para otros, la elección es más difícil. Algunos estudios sobre el error humano, por ejemplo, muestran que los factores capaces de producirlos son numerosos (Reason 1989). Algunas veces, cuando el conocimiento teórico no basta, el proceso estadístico que conjuga contexto y análisis de la actividad será el único que nos permita desentrañar los factores contextuales importantes (Fadier 1990).
miércoles, 29 de junio de 2016
METODOS ESTADISTICOS - Señal y ruido
El término variable aleatoria se aplica a una variable para la que puede suponerse una cierta probabilidad asociada a cada uno de sus valores. Los modelos teóricos de la distribución de la probabi- lidad de una variable aleatoria son modelos de población. El equivalente en la muestra es la distribución de frecuencias de la muestra. Esta es una forma útil de presentar un conjunto de datos; consiste en un plano cartesiano con la variable de interés representada en el eje horizontal y la frecuencia o la frecuencia relativa en el eje vertical. Esta representación gráfica nos permite ver fácilmente cuál es el valor o los valores más frecuentes y cómo la distribución se concentra en torno a ciertos valores centrales, como la media aritmética.
Para las variables aleatorias y sus distribuciones de probabi- lidad, utilizamos los términos parámetros, valor medio esperado (en lugar de media aritmética) y varianza. Estos modelos teóricos describen la variabilidad en un fenómeno. En la teoría de la información, la señal está representada por la tendencia central (por ejemplo, el valor medio) y el ruido se mide por el índice de dispersión (como la varianza).
Para explicar la inferencia estadística, utilizaremos el modelo binomial. En las siguientes secciones, se explicarán los conceptos de estimaciones puntuales, intervalos de confianza, pruebas de hipótesis, probabilidad de decisiones erróneas y potencia de un estudio.
Para las variables aleatorias y sus distribuciones de probabi- lidad, utilizamos los términos parámetros, valor medio esperado (en lugar de media aritmética) y varianza. Estos modelos teóricos describen la variabilidad en un fenómeno. En la teoría de la información, la señal está representada por la tendencia central (por ejemplo, el valor medio) y el ruido se mide por el índice de dispersión (como la varianza).
Para explicar la inferencia estadística, utilizaremos el modelo binomial. En las siguientes secciones, se explicarán los conceptos de estimaciones puntuales, intervalos de confianza, pruebas de hipótesis, probabilidad de decisiones erróneas y potencia de un estudio.
martes, 28 de junio de 2016
METODOS ESTADISTICOS - Paradigmas estadísticos (III)
En epidemiología, no existe la posibilidad de formar aleato- riamente los grupos de personas expuestas y no expuestas. Pese a ello, podemos utilizar los métodos estadísticos como si los grupos analizados se hubieran seleccionado o asignado aleatoriamente. La validez de este supuesto depende fundamentalmente del diseño del estudio. Este punto es especialmente importante y subraya la mayor importancia del diseño de los estudios epidemiológicos frente a las técnicas estadísticas en la investiga- ción biomédica.
lunes, 27 de junio de 2016
METODOS ESTADISTICOS - Paradigmas estadísticos (II)
El paradigma de la población y la muestra implica que la validez puede garantizarse por la forma de seleccionar la muestra de la población. El muestreo aleatorio o probabilístico es la estrategia habitual. Si todos los miembros de la población tienen la misma probabilidad de ser incluidos en la muestra, ésta debe ser, como promedio, representativa de la población y cual- quier desviación de las expectativas puede atribuirse al azar. El muestreo aleatorio permite también calcular la probabilidad de que se produzca una desviación de las expectativas. El mismo tipo de razonamiento puede aplicarse a los estimadores calcu- lados para la muestra con respecto a los parámetros de la pobla- ción. Tomemos, por ejemplo, la media aritmética de la muestra como un estimador del valor medio de la población. Cualquier diferencia, si es que existe, entre la media de la muestra y la media de la población se atribuye a fluctuaciones aleatorias en el proceso de selección de los miembros incluidos en la muestra. Si la muestra se ha seleccionado aleatoriamente, podremos calcular la probabilidad de cualquier valor de esa diferencia. Si la desviación entre el estimador de la muestra y el parámetro de la población no puede atribuirse al azar, se dice que el estimador está sesgado. El diseño de la observación o el experimento da validez a los estimadores y el paradigma estadístico fundamental es el del muestreo aleatorio.
En medicina se adopta un segundo paradigma cuando la fina- lidad del estudio es la comparación entre diferentes grupos. Un ejemplo típico es el de los ensayos clínicos controlados: se selec- ciona a una serie de pacientes con características similares en función de unos criterios definidos previamente. En esta etapa no se tiene en cuenta la representatividad. Todos los pacientes reclutados para el estudio son asignados, mediante un procedi- miento aleatorio, al grupo de tratamiento que recibirá el tratamiento convencional más el nuevo fármaco del estudio, o al grupo de control que recibirá el tratamiento convencional y un placebo. En este diseño, la asignación aleatoria de los pacientes a cada uno de los grupos sustituye a la selección aleatoria de los miembros de la muestra. El estimador de la diferencia entre los dos grupos puede evaluarse estadísticamente porque, según la hipótesis de la ineficacia del nuevo fármaco, podemos calcular la probabilidad de cualquier diferencia distinta a cero.
domingo, 26 de junio de 2016
METODOS ESTADISTICOS - Paradigmas estadísticos (I)
La estadística se ocupa de la manera de generalizar a partir de un conjunto de observaciones. Este conjunto de mediciones empí- ricas se denomina muestra. A partir de una muestra, se pueden calcular algunas estadísticas descriptivas para resumir la información recogida.
La información básica que suele necesitarse para caracterizar un conjunto de medidas hace referencia a la tendencia central y a la variabilidad de dichas medidas. La elección entre distintas alternativas depende de la escala utilizada para medir un fenó- meno y de la finalidad del cálculo de las estadísticas. En la Tabla 28.9 se describen diferentes medidas de la tendencia central y la variabilidad (o dispersión) y se asocian con la correspondiente escala de medición.
Las estadísticas descriptivas calculadas se llaman estimadores cuando las utilizamos como un sustituto de la cantidad análoga de la población de la que se ha seleccionado la muestra. Los equivalentes de los estimadores en la población son constantes llamadas parámetros. Utilizando diferentes métodos estadísticos, se pueden obtener diferentes estimadores del mismo parámetro. Un estimador debe ser válido y preciso.

La información básica que suele necesitarse para caracterizar un conjunto de medidas hace referencia a la tendencia central y a la variabilidad de dichas medidas. La elección entre distintas alternativas depende de la escala utilizada para medir un fenó- meno y de la finalidad del cálculo de las estadísticas. En la Tabla 28.9 se describen diferentes medidas de la tendencia central y la variabilidad (o dispersión) y se asocian con la correspondiente escala de medición.
Las estadísticas descriptivas calculadas se llaman estimadores cuando las utilizamos como un sustituto de la cantidad análoga de la población de la que se ha seleccionado la muestra. Los equivalentes de los estimadores en la población son constantes llamadas parámetros. Utilizando diferentes métodos estadísticos, se pueden obtener diferentes estimadores del mismo parámetro. Un estimador debe ser válido y preciso.
sábado, 25 de junio de 2016
METODOS ESTADISTICOS - Definiciones (II)
Las variables se evalúan utilizando diferentes escalas de medi- ción. La primera distinción que puede realizarse es entre escalas cualitativas y cuantitativas. Las variables cualitativas expresan diferentes modalidades o categorías. Si las modalidades no pueden clasificarse u ordenarse unas con relación a las otras—por ejemplo, modalidades de color de pelo o sexo—se trata de una variable nominal. Si las categorías pueden ordenarse—como la gravedad de una enfermedad—la variable se denomina ordinal. Cuando la variable consiste en un valor numérico, hablamos de una escala cuantitativa. Una escala discreta significa que la variable sólo puede adoptar unos valores concretos—por ejemplo, valores enteros para el número de casos de una enfer- medad. Las escalas continuas se utilizan para las medidas que producen números reales. Las escalas continuas se dice que son escalas de intervalo cuando el valor nulo tiene un significado meramente convencional; es decir, cuando el valor cero no signi- fica una cantidad cero, por ejemplo, una temperatura de cero grados Celsius no significa una energía térmica cero. En ese caso, sólo las diferencias entre valores tienen sentido (esta es la razón del término escala de “intervalo”). Un valor nulo real indica una escala de cociente. En este tipo de escala, los cocientes de valores también tienen sentido; de hecho, un cociente doble significa una cantidad doble. Por ejemplo, decir que un orga- nismo tiene una temperatura dos veces mayor que un segundo organismo significa que tiene dos veces la energía térmica del segundo organismo, siempre que la temperatura se mida en una escala de cociente (p. ej., en grados Kelvin) El conjunto de valores que puede adoptar una variable se llama dominio de la variable.
viernes, 24 de junio de 2016
LA INDEMNIZACION POR ACCIDENTES DE TRABAJO EN JAPON - Descripción del sistema - Historia
La necesidad de indemnización de los trabajadores por las lesiones sufridas con ocasión de su trabajo fue reconocida por vez primera por la Ley de la minería de 1905 y la Ley industrial de 1911. Ambos textos legales establecieron la obligación de las empresas de prestar asistencia a los trabajadores víctimas de lesiones en el trabajo. La Ley del seguro de enfermedad de 1922 impuso la cobertura de las lesiones de corta duración sufridas, en el lugar de trabajo o fuera de él, por los trabajadores de las empresas sometidas a la misma. La cobertura se amplió poste- riormente a las lesiones de larga duración y a los trabajadores de los sectores de la construcción, obras públicas y transporte. En 1947, finalizada la segunda Guerra Mundial se inició una nueva etapa con la promulgación, de dos importantes leyes. La primera de ellas, la ley de normas laborales, recogió por vez primera el principio de la responsabilidad de las empresas y sustituyó concepto de “asistencia” por el de indemnización de las lesiones profesionales. Por su parte, la Ley de indemnización por acci- dentes de trabajo estableció un sistema de seguros gestionado por el recién creado Ministerio de Trabajo. El sistema de seguro, que se ha ido perfeccionando en virtud de las sucesivas modifica- ciones legales, funciona con independencia de los diversos regí- menes de seguridad social existentes en el país.
jueves, 23 de junio de 2016
LA INDEMNIZACION POR ACCIDENTES DE TRABAJO EN JAPON - Ambito de la cobertura
Las pequeñas y medianas empresas y los trabajadores autónomos a quienes la naturaleza de su actividad hace aconsejable conceder el mismo grado de protección que a los trabajadores por cuenta ajena se pueden acoger igualmente al seguro de indemnización por accidentes de trabajo. Para ello, las pequeñas y medianas empresas deben delegar la gestión del seguro en una asociación sectorial, y los trabajadores autónomos han de afiliarse a una organización facultada para seguir los procedimientos pertinentes.
Tanto los trabajadores destinados en el extranjero por las empresas japonesas como los representantes de pequeñas y medianas empresas extranjeras disfrutan de la cobertura del seguro.
Tanto los trabajadores destinados en el extranjero por las empresas japonesas como los representantes de pequeñas y medianas empresas extranjeras disfrutan de la cobertura del seguro.
miércoles, 22 de junio de 2016
LA INDEMNIZACION POR ACCIDENTES DE TRABAJO EN JAPON - Otros aspectos - Servicios asistenciales
El objetivo del Seguro de Indemnización por Accidentes de Trabajo es fomentar el bienestar de los trabajadores facilitando la reincorporación de los damnificados a la vida social y laboral, prestar ayuda a los propios trabajadores o, en su caso, a los fami- liares que les sobrevivan, y crear condiciones de trabajo adecuadas. Por consiguiente, se prevé la prestación independiente de diversos servicios asistenciales y la adopción de una serie de medidas de prevención. La gestión de algunos de estos servicios corresponde a la Asociación de Servicios Asistenciales a los Trabajadores, financiada por el sistema de seguro. Estos servicios asistenciales comprenden la construcción y gestión de hospitales para el tratamiento de las lesiones profesionales y de la médula espinal, la realización de sesiones de rehabilitación, la concesión de préstamos para vivienda, la asignación de ayudas para educa- ción y asistencia familiar a largo plazo, la creación y gestión de centros de cuidados especiales para los trabajadores aquejados de lesiones profesionales, la prestación de servicios de ayuda a domi- cilio y el alquiler de aparatos ortopédicos y similares.
martes, 21 de junio de 2016
LA INDEMNIZACION POR ACCIDENTES DE TRABAJO EN JAPON - Tipos de prestaciones (III)
Tanto el subsidio de incapacidad laboral como la pensión de enfermedad y el subsidio familiar están sometidos a un sistema de escala móvil que refleja la evolución de los salarios. Si, en un trimestre, la retribución media del conjunto de los trabajadores excede del 110 % o queda por debajo del 90 % de la remunera- ción media correspondiente al trimestre en que el trabajador en cuestión haya resultado afectado por un accidente o enfermedad, el salario medio diario utilizado en el cálculo del subsidio de incapacidad temporal se revisa automáticamente en función de la variación experimentada por la remuneración media. La pensión de enfermedad y el subsidio familiar se calculan de forma análoga si, en un año, la remuneración anual media de los trabajadores sobrepasa o queda por debajo de la correspondiente al año en que se produjo el accidente o enfermedad
lunes, 20 de junio de 2016
LA INDEMNIZACION POR ACCIDENTES DE TRABAJO EN JAPON - Tipos de prestaciones (II)
En los casos de enfermedad, incapacidad o muerte sobreve- nidas in itinere se reconocen las prestaciones siguientes: (a) asis- tencia médica, (b) subsidio de incapacidad temporal, (c) pensión de enfermedad, (d) pensión por minusvalía física, (e) subsidio familiar, (f) subsidio por gastos de entierro, y (g) subsidio de asis- tencia de enfermería. Sus características respectivas son idénticas a las de las prestaciones previamente mencionadas.
Las prestaciones en metálico se calculan sobre la base del salario medio diario de los trabajadores afectados. El subsidio de incapacidad temporal equivale al 60 % del salario medio diario y se abona a partir del cuarto día de ausencia del trabajo, conjuntamente con el complemento especial por incapacidad laboral, equivalente al 20 % del salario medio diario. La empresa está obligada a pagar un 60 % del salario medio durante los tres primeros días. La pensión de enfermedad, abonable a los trabajadores con incapacidad después de un año y medio, equivale a una cantidad que oscila entre 245 y 313 días del salario medio diario. La cuantía de la prestación por minusvalía física oscila entre 131 y 313 días del salario medio diario. El subsidio familiar es una suma a tanto alzado cuya cuantía varía de 153 a 245 días del salario medio diario.
Las prestaciones en metálico se calculan sobre la base del salario medio diario de los trabajadores afectados. El subsidio de incapacidad temporal equivale al 60 % del salario medio diario y se abona a partir del cuarto día de ausencia del trabajo, conjuntamente con el complemento especial por incapacidad laboral, equivalente al 20 % del salario medio diario. La empresa está obligada a pagar un 60 % del salario medio durante los tres primeros días. La pensión de enfermedad, abonable a los trabajadores con incapacidad después de un año y medio, equivale a una cantidad que oscila entre 245 y 313 días del salario medio diario. La cuantía de la prestación por minusvalía física oscila entre 131 y 313 días del salario medio diario. El subsidio familiar es una suma a tanto alzado cuya cuantía varía de 153 a 245 días del salario medio diario.
domingo, 19 de junio de 2016
La Carta comunitaria de los derechos sociales fundamentales de los trabajadores (II)
Se reconoce a los Estados miembros, en el marco de su orde- namiento interno, las competencias necesarias para garantizar los derechos reconocidos en la Carta y para adoptar las medidas precisas al efecto; asimismo, se recaba de la Comisión que formule propuestas en las áreas de su competencia.
Desde 1989, se ha puesto de relieve que la Carta Social cuenta con un extenso apoyo dentro de la Comunidad. Es indudable que los Estados miembros tienen interés en demostrar que los trabajadores, los niños y los jubilados pueden beneficiarse de la Comunidad tanto como los directivos y accionistas de las empresas.
Desde 1989, se ha puesto de relieve que la Carta Social cuenta con un extenso apoyo dentro de la Comunidad. Es indudable que los Estados miembros tienen interés en demostrar que los trabajadores, los niños y los jubilados pueden beneficiarse de la Comunidad tanto como los directivos y accionistas de las empresas.
sábado, 18 de junio de 2016
La Carta comunitaria de los derechos sociales fundamentales de los trabajadores: Discapacitados.
Se debe prestar a los discapacitados una ayuda complementaria que permita su integración social y profesional.
viernes, 17 de junio de 2016
La Carta comunitaria de los derechos sociales fundamentales de los trabajadores: Personas mayores.
Se debe garantizar a los trabajadores unos ingresos que les permitan disfrutar de un nivel de vida deco- roso a la jubilación. Los demás han de disfrutar de unos medios suficientes y de una asistencia médica y social adecuada.
jueves, 16 de junio de 2016
La Carta comunitaria de los derechos sociales fundamentales de los trabajadores: Protección de los niños y adolescentes.
La edad mínima de admisión al trabajo no debe ser inferior a la edad de finalización de la enseñanza obligatoria, y en ningún caso ha de ser inferior a 15 años. Asimismo, se debe limitar la jornada laboral de los menores de 18 años, que, como norma, no deben realizar trabajo nocturno.
miércoles, 15 de junio de 2016
La Carta comunitaria de los derechos sociales fundamentales de los trabajadores: Información, consulta y participación de los trabajadores
Estos derechos son especialmente aplicables en las empresas multinacionales, en particular, en los procesos de reestructuración, reducción de plantillas e implantación de nuevas tecnologías.
Suscribirse a:
Entradas (Atom)